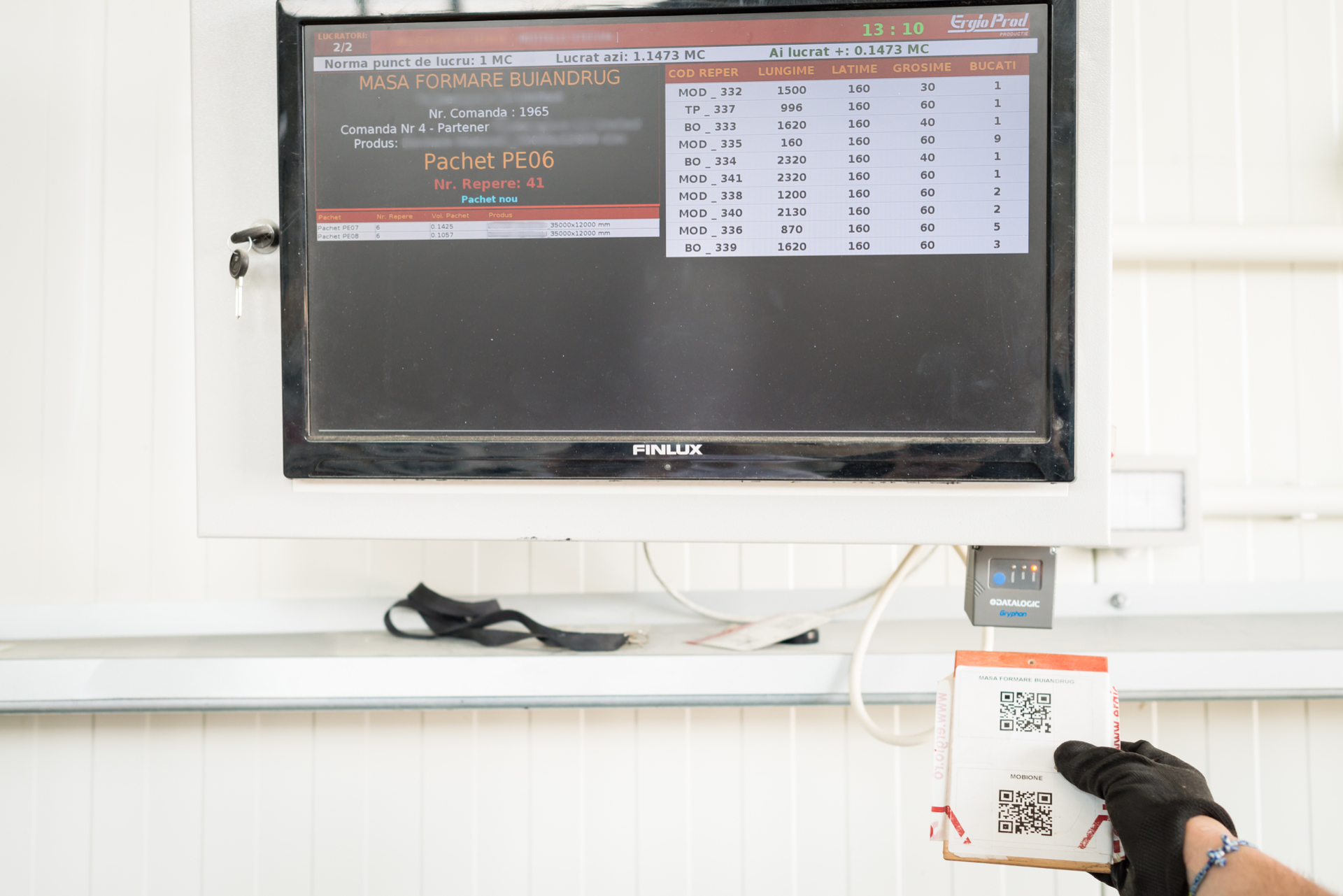
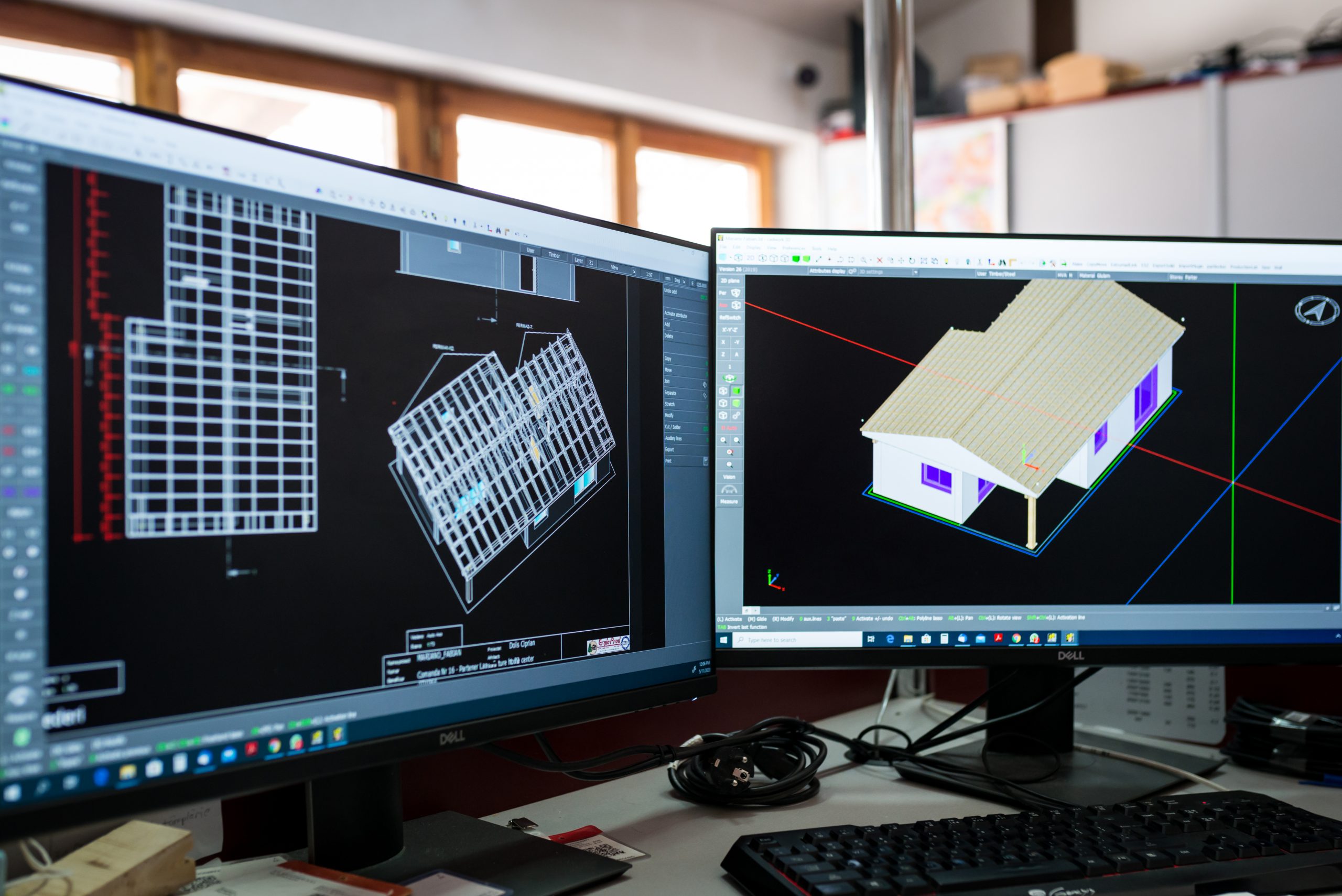
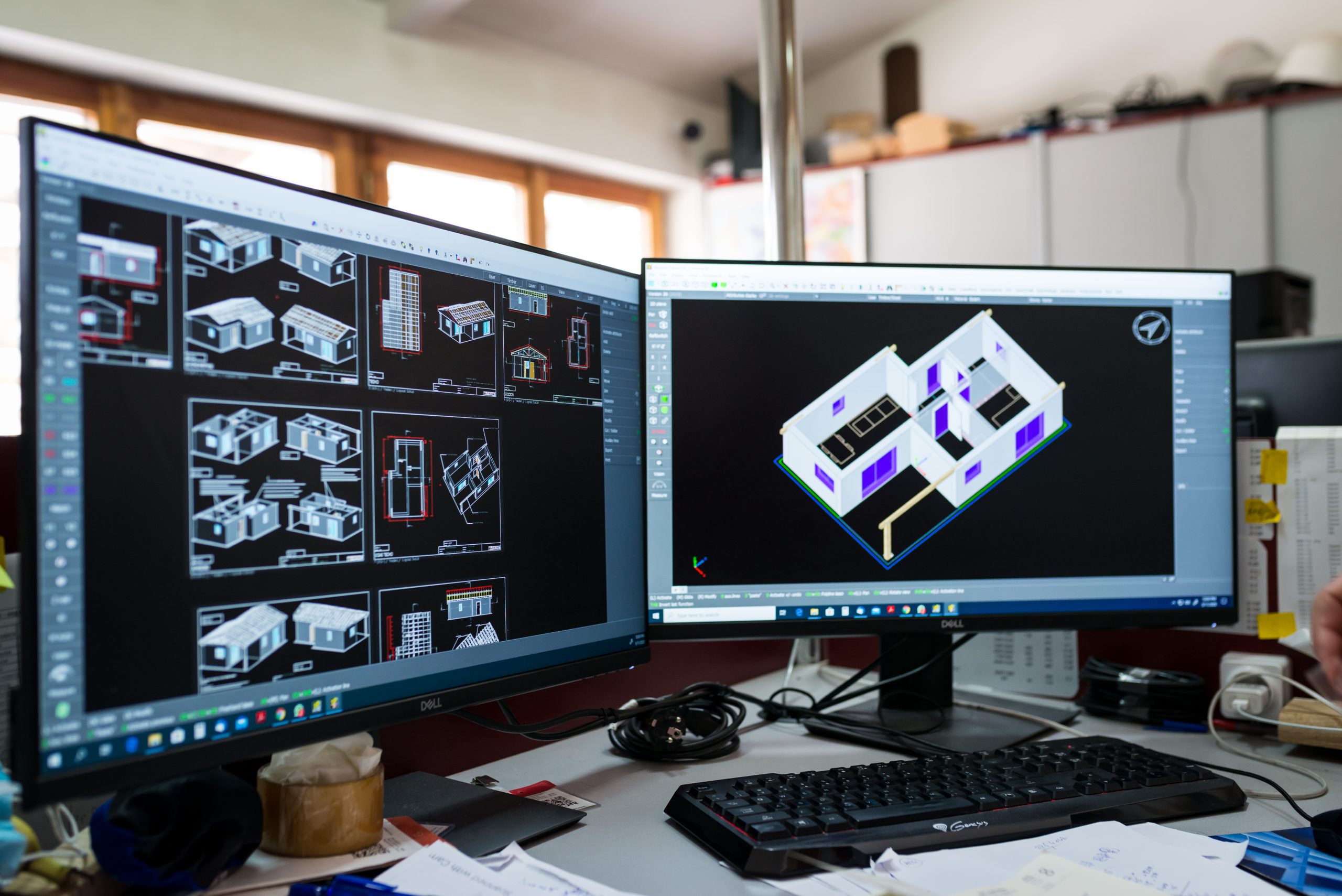
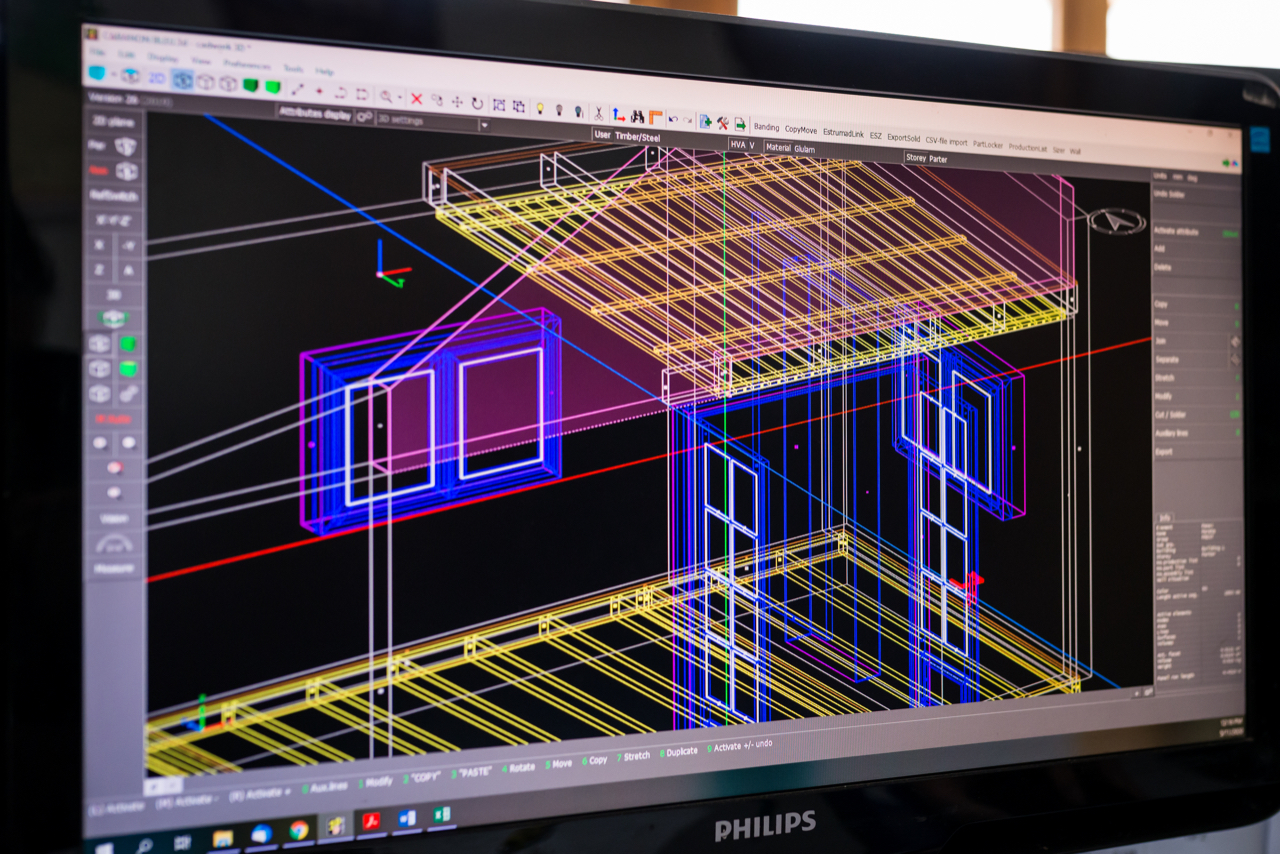
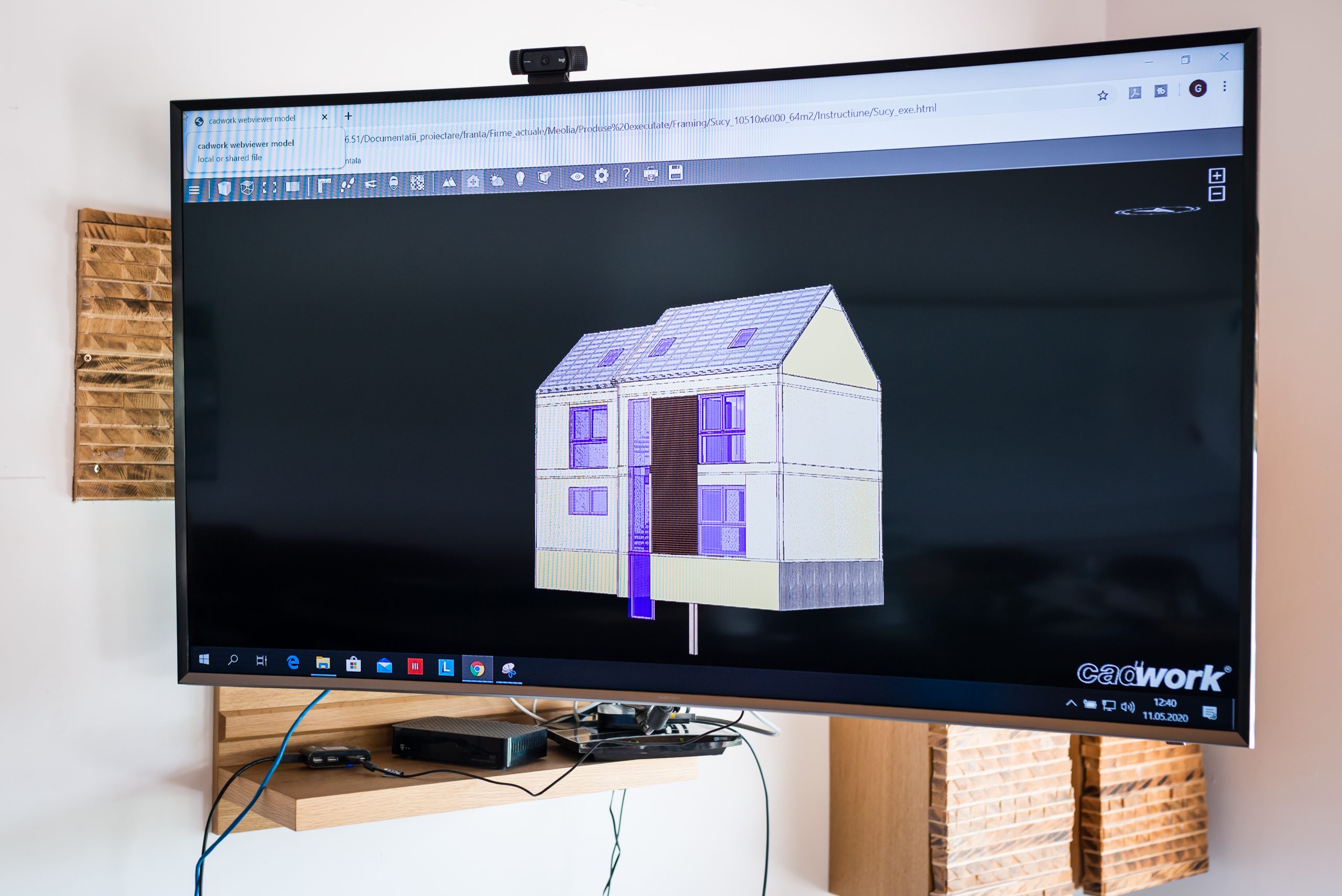
Today, the future means technology, innovation, and perseverance. The MobiOne automatic timber frame panel line has a pneumatic laser beam to align the pillars, formwork station, hammer clamp, running device, operator protection line, exhaust units, and Butterfly butterfly table, which allows the production of long panels, up to 6 meters. These machines are accompanied by computers with touch screen monitors so that operators can use them easily.

 Français
Français  Italiano
Italiano  Română
Română  Español
Español